MES系统是什么?MES软件适合哪些企业用?
一、MES系统是什么?
生产执行系统(Manufacturing Execution System,MES),又称制造执行系统,是衔接企业资源计划(ERP)与工业自动化层的生产管理软件,主要应用于制造行业,该系统遵循的是 ANSI/ISA-S95 国际标准及 SJZ 11362-2006 国家标准。
MES系统通过工厂建模、实时数据采集与监控,集成生产工艺流程建模、生产计划调度、物料追踪、质量过程控制等核心功能。基于SOA架构设计,支持模块化组合扩展,涵盖十几个业务模块,包括生产实绩反馈、动态库存管理和跨部门成本控制网络。主流系统通常采用的是Raid5存储与异地容灾机制保障数据安全,并与ERP、库房管理等系统协同运作,形成全流程信息化管控平台。
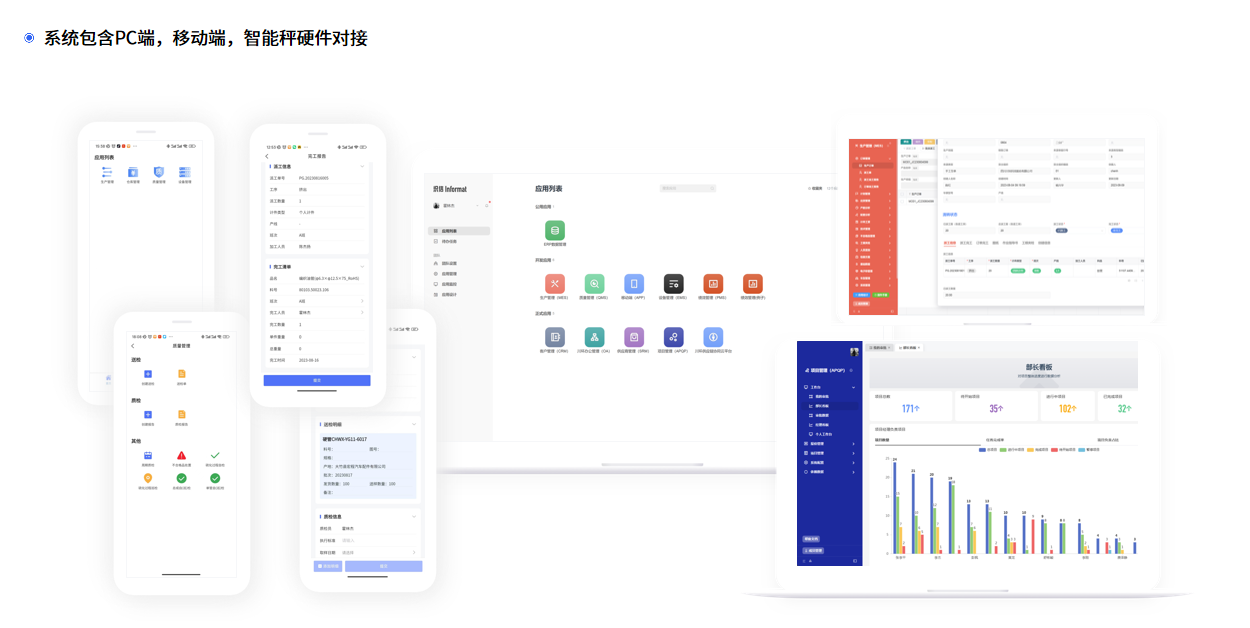
以下解读中所用到的MES系统——来自熙梦网络科技,提供免费模板,可试用。

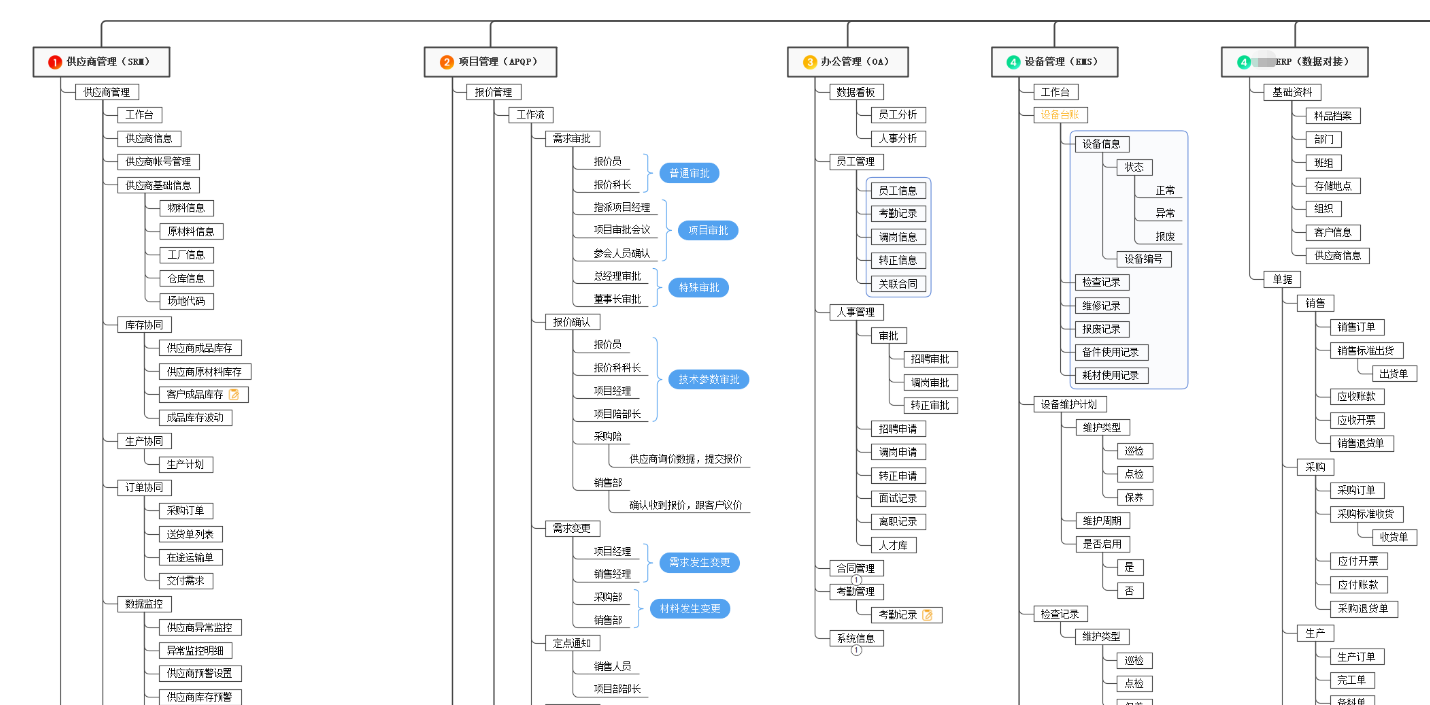
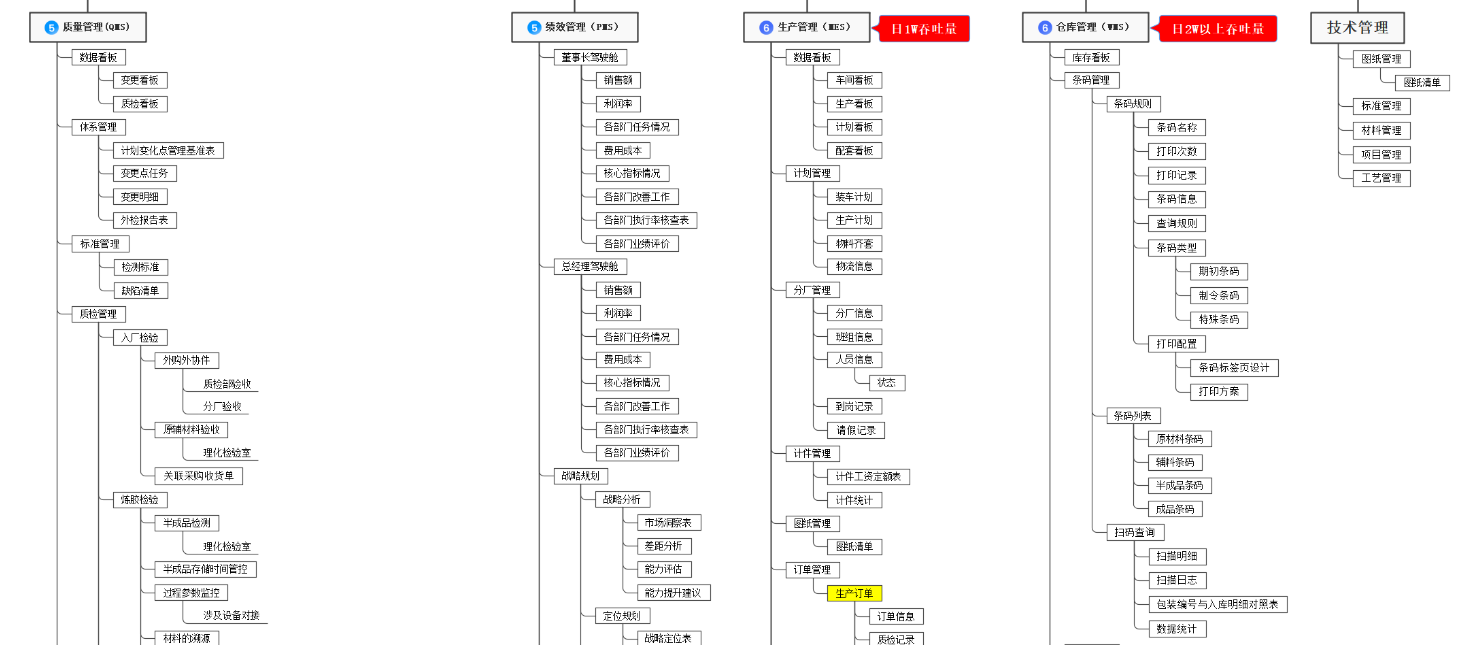
二、MES系统功能有哪些?
大部分MES系统从底层数据采集入手,逐步延伸至过程监控、在线管理,直至成本数据的全面管理,形成一套完整的信息化生产管理体系。各功能模块覆盖从自动化监控到经营成本管理的各个层级,能够根据企业不同发展阶段的信息化需求,实现平稳过渡和持续提升。
工厂建模和基础数据设置
熙梦MES系统核心是一个灵活的工厂建模环境,采用低代码(类似“搭积木”)的开发方式,将各类功能模块组合起来,定义出符合实际需求的执行逻辑。系统依据物理模型(如设备、区域、管线)和逻辑模型(业务流程),参照国际标准构建工厂模型,为所有业务模块提供统一、准确的基础数据支撑。
生产过程监控和生产实绩反馈
MES系统重点监控生产流程与工艺环节间的物料流转和质量指标。借助实时数据和组态技术,系统能够对生产车间、能源车间、仓库等区域的生产进度、工艺质量、物料消耗进行可视化监控。一旦出现异常,系统会立即报警,助力生产调度部门快速响应、合理调配资源,提升整体生产协调能力。
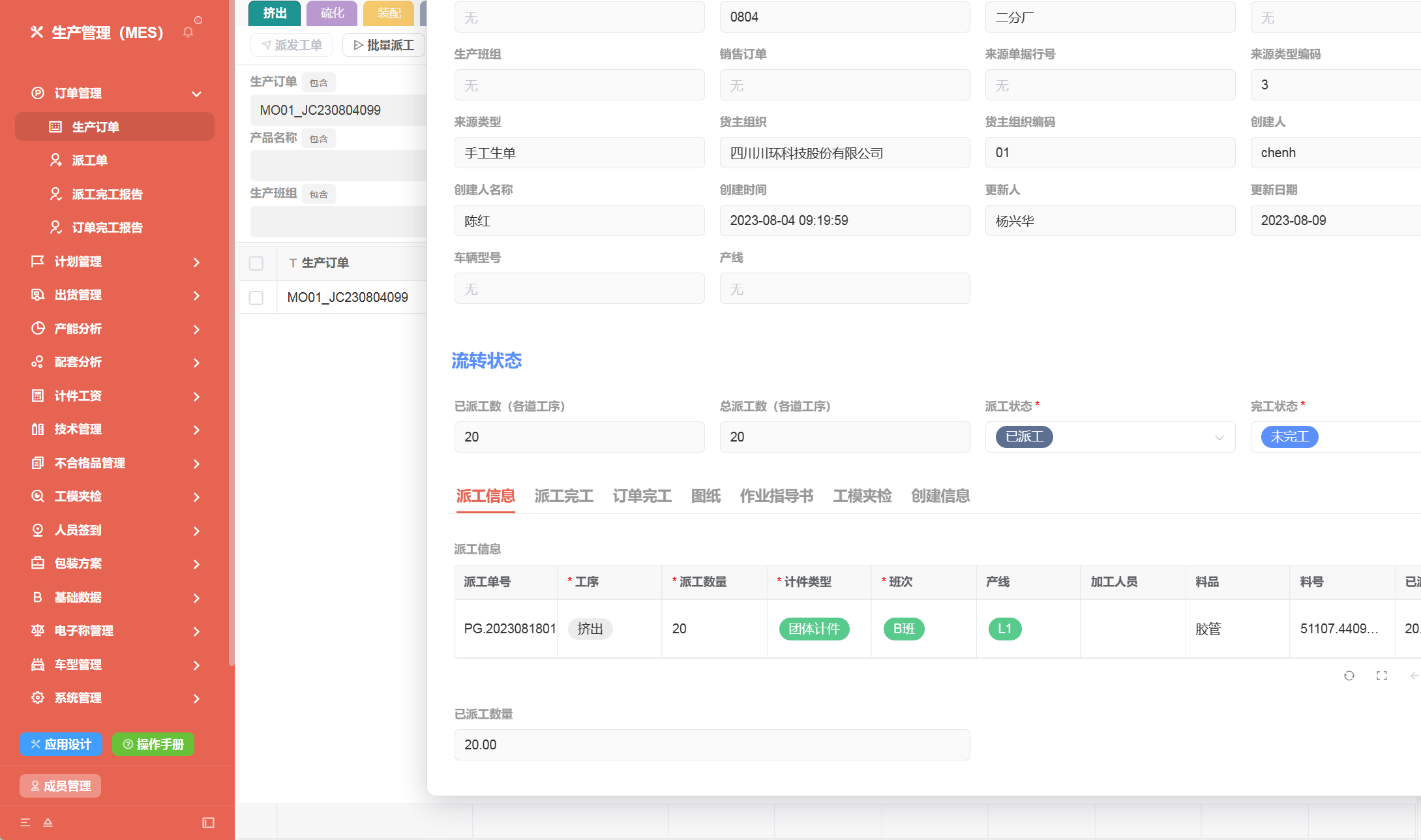
生产管理
在实时监控的基础上,MES系统结合各行业工艺特点,围绕生产计划协调组织生产、跟踪过程数据、考核生产指标,并通过数据分析持续优化生产流程。系统实现从计划编制到执行跟踪,再到数据分析与绩效管理的闭环管理,帮助管理者实时掌握全厂投入产出情况,有效缩短生产周期、减少失误、降低人工录入成本。
设备管理
- 资源追踪:借助工厂建模,系统准确定位设备资源,实现设备使用规范和安全规程的信息化管理;建立从报修到记录的完整维修流程,通过与ERP等系统集成,完善设备故障与计划性维修记录。
- 资源优化:基于设备运行状态数据,系统统计设备启停次数、净运行时间、负载分布等,进而分析设备产能、故障率、OEE等关键指标,为设备维护和效能提升提供数据支持。
设备状态监控
在设备管理功能基础上,系统进一步实现设备状态的远程监控,实时展示设备运行状态、关键参数趋势、安全润滑情况等,统计运行效率与成本,预测易损件更换周期,助力预防性维护。
生产调度和应急指挥系统
生产调度模块负责科学组织生产活动,确保计划顺利执行。系统根据物料跟踪信息,结合调度规则或人工判断,动态调整和下发生产指令。应急指挥系统则在事故发生时,提供应急预案查询、专家资源调配、应急物资保障及模拟演练等功能,提升企业安全应对能力。
质量管理
MES系统依据质量标准,实时采集生产现场的质量数据。一旦发现质量问题,系统立即触发异常报警,并依托预设的质量控制网络,快速定位关键工艺环节或责任人,大幅缩短问题分析时间,提高处理效率,强化全员质量意识。
备件管理
备件管理致力于以最低库存保障维修所需,快速响应现场需求,实现备件全生命周期跟踪。主要功能包括:
- 备件需求管理
- 备件计划管理
- 备件跟踪管理
- 备件库存管理
- 备件消耗分析
物料管理
- 物料跟踪(过程管理):系统实时采集生产线数据,对在制品的移动、转换、拆分、合并及消耗等操作进行全程跟踪,使用户随时掌握在制品的位置、数量及状态信息。
- 物料管理(区域管理):侧重于物料的静态管理,包括原料计划、库存管理、原料消耗管理等,在特定行业(如选矿)还涵盖废石、尾矿、精矿产量等专项管理。
能源管理系统
系统实时监控生产过程中的能源使用状况,助力企业有效控制能耗、及时发现节能潜力点,便于快速调度与操作,从而最大程度降低生产能耗和成本。
成本管理
系统构建起纵横交错的成本控制网络,覆盖从职能部门到作业区、主控工序的各个层级。支持成本按周、按日进行核算与分析,并将分析职能下沉至作业区,使一线执行层能够深入剖析成本差异原因。系统提供丰富的报表查询和图表分析功能,支持历史数据保存与对比。
安全管理
根据不同企业的安全侧重点,MES系统与相关设备及系统共同构建安全管控网络,实现安全生产。主要功能包括:
- 环保设施档案管理
- 安全隐患管理
- 安全考核管理
- 事故处理
- 安全培训管理
- 放射源管理
- 职业病管理
报表系统
报表系统作为MES各业务模块的数据输出和接口,是实现数据整合的重要手段。报表内容覆盖排程调度、设备、质量、物料、人员考核、工艺指标等各个方面(也包括与ERP系统的数据接口)。系统通过语义层将数据库字段转化为用户易于理解的对象,进而实现灵活的报表功能。
外部系统集成
MES系统需要与以下系统实现高效集成:
- ERP系统
- 生产监控系统
- 原料库系统
- 辅料库系统
- 成品库系统
- 动力能源监控系统
三、MES系统适合哪些企业使用?
MES系统并非适用于所有类型的企业,其应用价值与企业的生产模式、规模及管理需求紧密相关。它尤其适合以下类型的企业:
1、流程型制造行业
流程型制造行业是MES系统的典型应用领域。这类行业包括石油化工、冶金采矿、电力、水泥、制药、食品饮料等。它们的特点是生产流程连续、工艺相对固定、自动化程度高,且对物料跟踪、质量追溯、能源消耗、设备效率等有严格的管理需求。MES系统能够完美地嵌入其生产环节,实现对物料、能源、质量的精细把控。
2、离散制造企业
对于一定规模的离散制造企业,MES系统同样能发挥重要作用。尤其是在汽车、航空航天、电子装配、机械制造等行业,当企业面临产品型号复杂、生产环节多、在制品管理困难、需要精确追溯产品质量源头时,MES系统通过其强大的物料跟踪、生产调度和质量管控能力,可以有效提升生产透明度与管理效率。
3、具有数字化转型基础的企业
有一些企业正处于数字化转型阶段或追求智能化升级,那也是非常适合引入MES系统。这类企业通常已经具备了初步的自动化基础(如PLC、SCADA等)和上层的ERP系统,但在计划层与控制层之间存在信息断层。MES系统恰好填补了这一空白,承上启下,打通信息流,为企业构建完整的数字化工厂架构奠定坚实基础。
4、医疗器械企业
MES系统同样适合那些对产品质量、生产安全、成本控制有极高要求的企业,譬如医药、医疗器械、精细化工等受严格法规监管的行业,MES系统提供的完整批次记录、全流程质量追溯、精确的物料平衡与成本核算功能,不仅能帮助企业优化内部管理,更是满足合规性要求的得力工具。
总体而言,MES系统的应用还是非常广泛的,但要说最合适的,往往还是那些生产流程比较复杂、注重过程管控、追求效率提升与成本精细化管理的企业,并且这些企业已经具备或正在规划实施较高水平自动化和信息化。特别是工艺繁琐,流程混乱,标准MES系统无法满足的特定需求,一定要选择专业的MES厂商进行定制,这样可以极大程度的提升业务效率和规范。
而在这其中,熙梦MES就是这样一家定制型的MES厂商。目前已经成功帮助数十家1000人规模以上的企业实施MES系统。系统上线之后,都是十分契合,员工都很快都能上手。减少了系统初期上线的推广成本与培训成本,大幅度缩短了MES系统的落地周期。
相关文章推荐
- 1 现实工厂中MES,WMS,ERP是怎么工作的?
- 2 什么?你的ERP和MES没连上?聊聊如何打通工厂数字化的"任督二脉"
- 3 电子行业MES系统如何选?五款国产主流MES系统功能特点对比
- 4 MES系统该如何选?盘点十大主流MES软件,看看都有谁
- 5 什么是ERP咨询?高端的ERP咨询都在做啥?
- 6 电子行业ERP系统有哪些?2025电子制造业ERP系统选型评测
- 7 服装行业主流ERP系统有哪些?如何设计与实现服装行业ERP系统?
- 8 干货 | 电子制造行业如何进行数字化转型?
- 9 制造业数字化转型:五步实现信息化系统落地与价值创造
- 10 制造业数字化转型:为什么投入巨大,却依旧有80%企业都失败了?
- 11 熙梦电子行业低代码解决方案:从工艺到质量追溯的全链路数字化
- 12 什么是企业信息化?一文盘点企业信息化系统的五大阶段
- 13 "信息化,数字化,智能化"分别指的是什么?这是三种不同的概念吗?
- 14 什么是供应链管理(Supply Chain Management)?供应链管理由什么组成
- 15 数字化转型,纺织业该如何落地?
最近更新


咨询电话
186-8879-7079
获取您的专属数字化方案